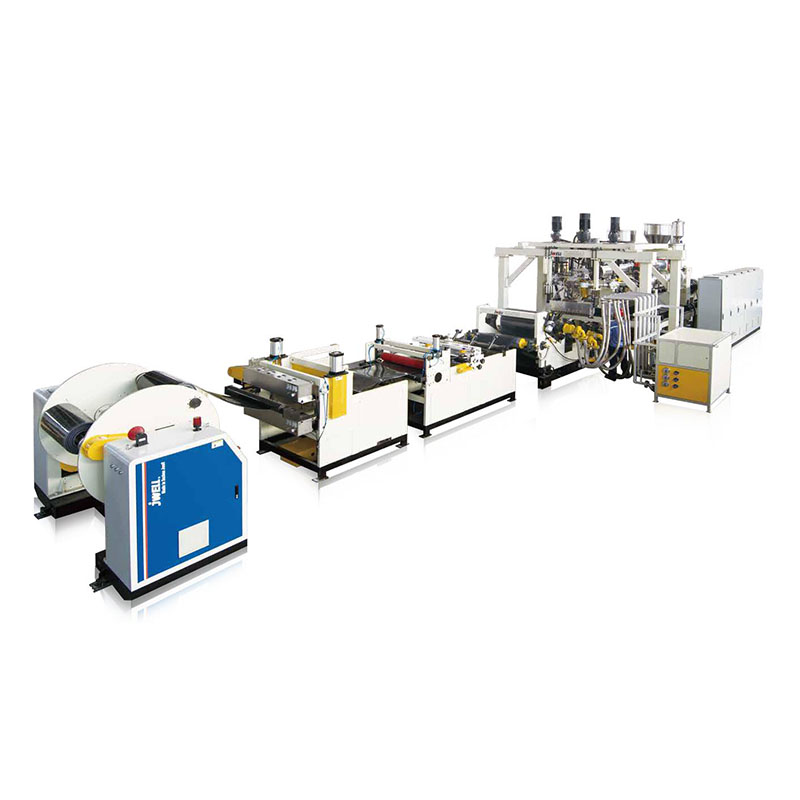
PP en Calcium Poeder Miljeubeskerming Sheet Extrusion Line
PP + CaCo3 miljeufreonlike sheet extrusion line
It ûntwikkele troch Jwell bedriuw brûkt de trije extruders foar 3 of 4 lagen co-extrusion. Dizze line oannimt de Jwell lêste ûntworpen PP + CaCo3-ventilearre skroef en it PLC-komputer-bestjoeringsapparaat en automatysk dikte-deteksjeapparaat, sadat de masine it persintaazje CaCo3 yn 'e blêdproduksje maksimalisearje kin om de kosten fan it blêd te ferminderjen en it produsearre blêd kin krije de goede fysike eigenskippen en fierdere ferwurkingsfeardigens. It is de meast avansearre blêdmasine yn Sina.
Main technyske spesifikaasje
|
Model |
JW-120/100/45-1500 |
|
Products Breedte |
1320 mm |
|
Produkt dikte |
0,3 mm |
|
Laach struktuer |
A/B/C/A |
|
Kapasiteit |
800 kg/h |
Opmerking: De spesifikaasjes kinne wizigje sûnder foarôfgeande notice.
Display fan klear produkten




Gearstalling fan plastic extrusion masine
De wichtichste masine fan in plestik extrusion masine is in extruder, dy't bestiet út in extrusion systeem, in oerdracht systeem en in ferwaarming en koeling systeem.
Extrusion systeem
It extrusion systeem omfettet Extruder, Feeding systeem, Screen changer, Metering pump, T-die. De plestik wurdt plasticized yn in unifoarm melt troch de extrusion systeem, en wurdt kontinu extruded troch de skroef ûnder de druk fêststeld yn it proses.
Screw and Barrel: It is it wichtichste diel fan 'e extruder. It is direkt relatearre oan it tapassingsberik en produktiviteit fan 'e extruder. It wurdt makke fan hege sterkte en corrosie resistant alloy steel.The barrel gearwurket mei de skroef te berikken de crushing, verzachten, smelten, plasticizing, venting en compacting fan it plestik, en kontinu en unifoarm conveys it rubber nei it moulding systeem.
Feedsysteem: har funksje is om ferskate foarmen fan plestik gelijkmatig te ferfieren nei de hopper fan 'e extruder.
Skermwikseler: Syn funksje is om alle soarten ûnreinheden yn plestik te ferwiderjen
Meterpomp:It útstellen fan in pomp foar de extruder, kontrolearjen fan druk foar de pomp en kontrolearjen fan de snelheid fan extrusion, dat kin minimalisearje pulsaasje en unregelmjittige materiaal feeding en soarget foar it polymeer wurdt soepel extruded en kontinu levere oan de die holle. De shell fan 'e pomp oannimt hege kwaliteit alloy-stiel en
de gear brûkt quenched chrome stiel of oare heechweardige metalen materialen dy't soarget foar hege effisjinsje en lekkage-proof.
T-die: De funksje fan 'e T-die is om de plestik smelt te konvertearjen dy't draait yn parallelle en lineêre beweging, dy't gelijkmatig en soepel ynfierd wurdt.
Oerdracht systeem
De funksje fan it oandriuwsysteem is om de skroef te riden en it koppel en snelheid te leverjen dy't nedich binne troch de skroef yn it ekstruderingsproses. It bestiet meast út in motor, in reduksjeur en in lager.
Ferwaarming en koeling apparaat
Ferwaarming en koeling binne needsaaklike betingsten foar it plestik extrusionproses.
1. De extruder brûkt gewoanlik elektryske ferwaarming, dy't ferdield is yn fersetferwaarming en ynduksjeferwaarming. De ferwaarming sheet wurdt ynstallearre yn it lichem, nekke en holle. It ferwaarmingsapparaat ferwaarmt it plestik yn 'e silinder ekstern om de temperatuer te ferheegjen om de temperatuer te berikken dy't nedich is foar de prosesoperaasje.
2. It extruder-koelingsapparaat is ynsteld om te soargjen dat it plastyk yn it temperatuergebiet is dat it proses fereasket. Spesifyk is it om de oerstallige waarmte út te sluten dy't ûntstien is troch de skuorwrijving feroarsake troch skroefrotaasje, om te foarkommen dat de temperatuer te heech is om it plastyk te ûntbinen, te ferbaarnen of te foarmjen. De barrelkoeling is ferdield yn twa soarten: wetterkoeling en loftkoeling. Algemien binne lytse en middelgrutte extruders mear geskikt foar luchtkoeling, en grutte grutte binne meast wetterkuolle of kombineare mei twa foarmen fan koeling.





